Ce qu’il faut savoir quand on parle d’ affûtage affilage
Quel choix pour une affûteuse à couteaux ou pour un système d’affilage ?
Dans le monde entier avoir un couteau qui coupe est une absolue nécessité. L’industrie agroalimentaire notamment la filière viande, le mareyage et le maraîchage utilise des couteaux. Ces couteaux doivent tous les jours être opérationnels. Derrière l’utilisation d’un couteau nous avons un ensemble d’objectifs :
– Avoir une bonne productivité
– Avoir un bon rendement matière
– Avoir un produit conforme aux cahiers des charges des clients
– Ne pas avoir de maladies professionnelles
– Ne pas accroître la pénibilité
– Ne pas augmenter les cotisations sociales
– Ne pas baisser le résultat d’exploitation
Dans le monde entier les entreprises de l’agroalimentaire sont soumises à ces contraintes. Les dirigeants doivent trouvés les solutions les meilleurs dans un domaine qui ne leur est pas familier : l’ affûtage affilage des couteaux ou des lames de trancheurs (type Norfo, Tranchex, Palga).
Quand un responsable sécurité, un acheteur doit trouver un matériel d’affûtage, d’affilage, une meule, un aiguiseur, un affûteur… Que faire ? Quelle solution adopter ? Qu’est-ce qui correspond à mes besoins ? Dois-je embaucher un spécialiste ? Le matériel d’affûtage et d’affilage est-il bon ? Quelles sont les technologies disponibles sur le marché ? Pourquoi les couteaux ne coupent-ils pas dans de nombreux ateliers ?
Affûter et affiler un couteau ne semble pas être une mission impossible. Que faut-il savoir pour avoir un bon résultat ?
État de la technique : nous avons essentiellement deux types de matériels pour faire de l’affûtage :
– Des machines manuelles sans repère qui utilisent des bandes abrasives (bande humide, ailette)
– Des machines semi automatiques américaine, allemande, française (affûtage entre deux meules ou avec cales latérales).
Sur ces deux types de machines à affûter, la qualité de l’affûtage est souvent très variable.
– En effet pour les machines manuelles, le résultat dépend de la qualité de la formation, de sa compréhension et de l’état du matériel et de la motivation de l’opérateur. Sans formation, l’affûtage sur ce type de machine est totalement aléatoire : angles dissymétriques, lame trop épaisse, absence de fil…
– Concernant les machines semi automatiques, le résultat dépend de la technologie utilisée (meule synthétique, meule en corindon ou meule en diamant, de la gestuelle, de l’entretien du matériel, de la forme du taillant. La variabilité s’exprime par un affûtage dissymétrique, par un fil dont la résistance est trop faible, ce qui entraine des déviations latérales et horizontales, par des lames trop épaisses…
En ce qui concerne l’affûtage des lames de trancheurs, sur ces deux types de machines, la qualité d’affûtage n’est pas optimum et entraine de mauvais rendements et souvent une coupe irrégulière.
Comparatif entre les principaux systèmes d’affûtage des couteaux
Comment choisir son matériel d’affûtage ?
Sur le marché international nous avons 3 groupes de machine à affûter dont les profils, du taillant vont de la forme : convexe ; en V ; à la forme concave :
- Profil du taillant en V meule à eau. Angle fixe avec cales. Angle 17°
- Bonne tenue du fil et confort affilage sur fusil
- Longue tenue

- Profil du taillant convexe sur ailettes grain +/- 120
- Bonne tenue du fil
- Pas de repère d’angle, et risque d’avoir des couteaux épais

- Profil du taillant en V
- Pas de repère d’angle
- Risque d’avoir des couteaux déséquilibrés
- Bonne tenue du fil

- Profil du taillant : concave
- Type Cozzini ou True One
- Affilage plus fréquent
- Fragilité du fil
- Angle 17° / face
- Evidage trop important

Taillant : résistance max et mini
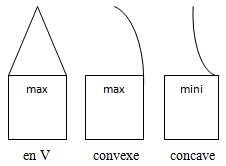
Les profils recommandés du taillant :
Ainsi comme vous pouvez le voir les deux meilleurs profils pour un taillant sont : les profils convexes et en V. Le fil est bien plus résistant et la masse d’acier en arrière du fil est importante. Ceci évite les déformations verticales et horizontales.
La résistance mécanique du taillant concave est faible et donne des couteaux qui coupent mais pas très longtemps et ne facilite pas l’affilage.
Les meilleures caractéristiques pour faire le meilleur choix sont :
- Utilisation simple (affûtage individuel ou centralisé)
- Peu de maintenance et de réglage
- Profil en V ou convexe
- Meule corindon pour une longue tenue de coupe
- Taillant homogène sur chaque face grâce aux cales d’angle et affilage plus précis, notamment en ayant un fil bien centré
- Rotation de la meule lente
- Bain d’eau permanent pour ne pas bruler la lame pendant le processus d’affûtage
- Grain fin pour un fil mieux formé
- Système polissage poli miroir
Le meilleur choix comparatif :
Fabricant L.M.PROCESS, Autun – Bourgogne – France
Tél. : 0033 6.16.72.25.52 / Email : contact@lm-process.com
L’affilage des couteaux est une opération tout aussi importante que son affûtage. En effet le fil du couteau est particulièrement fragile. Dès que l’on utilise un couteau, le fil est soumis à des déviations verticales et horizontales.
En un mot le fil n’est plus droit et son taux de pénétration dans un produit n’est plus optimum. Nous devons remettre le fil aussi droit que possible pour redonner un bon pouvoir de coupe.
Nous pouvons mettre en regard le choix du système d’affûtage, l’importance de la forme du taillant, de la résistance mécanique des angles et du choix des aciers de nos couteaux. Les couteaux dont l’acier est trop doux se déforment bien plus et obligent à affiler plus souvent. En règle générale le temps entre 2 affilages va de 10 secondes à 3 minutes. Selon le poste occupé, un désosseur ou un opérateur abattoir aura plus de soucis avec le fil de son couteau, qu’un piéceur. Le contact avec un os, une dent, ou du cuir réduira le pouvoir de coupe et obligera l’opérateur à affiler plus son couteau.
L’affilage d’un couteau se fait avec des broches croisées et ou des fusils.
Les fusils sont lisses ou gravés. Le fusil gravé récupère le fil déformé verticalement (viré) et le fusil lisse rattrape le fil déformé horizontalement. Le seul souci pour cela est que l’angle formé entre le couteau et le fusil doit correspondre à l’angle d’affûtage sinon l’affilage n’est pas bon.




Ainsi une formation est nécessaire pour expliquer l’utilisation du fusil. Bien entendu il est nécessaire de maîtriser les angles naturels présents sur les couteaux pour savoir montrer l’angle requis entre le fusil et le couteau. Très peu de personne maitrise la technique pour montrer les angles sur un couteau. Souvent les opérateurs utilisent des méthodes empiriques qui vont bien, mais ne savent pas expliquer le pourquoi du comment. Encore une fois plus le taillant du couteau est homogène, plus l’affilage sera bon et inversement.
Les broches croisées : il existe sur le marché de nombreuses broches croisées pour affiler un couteau. La technologie est la même pour ces outils d’affilage. Il faut positionner le couteau au centre des broches (2, 3 ou 4 broches) et mettre le fil du couteau en contact avec les broches. Faire une légère pression sur les broches sans taper le couteau dessus et faire glisser le couteau sur toute sa longueur. La pression entre les broches crée une résistance (de 180 à 400gr) et réaligne le fil de votre couteau. L’angle entre les broches est de l’ordre de +/-70° ce qui ne correspond pas à l’angle d’affûtage de votre couteau. L’efficacité de l’utilisation des broches est très variable. Si l’opérateur frappe son couteau sur les broches, le fil sera détruit. Si l’introduction du couteau se fait sur une partie en acier, le fil sera détruit. Si l’angle d’introduction entre le couteau et les broches n’est pas perpendiculaire, la tension d’affilage ne sera pas bonne. Si le couteau est écrasé sur la partie basse des broches le fil sera déformé… En un mot si les broches ne sont pas bien utilisées, l’affilage ne sera pas efficace et le personnel sera atteint de TMS…
De manière générale un système d’affilage à base de broches croisées ne sert qu’à retravailler une déviation horizontale. En effet pour réaligner un fil viré nous devons le faire avec le même angle que celui de votre machine à affûter (cf. image ci-dessus).
L’affûtage et l’affilage doivent être faits avec précisions et méthode. Ceci explique pourquoi il y a tellement de soucis avec des couteaux qui ne coupent pas. Le matériel et la formation doivent être performants.
En matière d’affilage nos recherches nous ont permis de trouver la technologie la plus adaptée pour prendre en compte les différents paramètres liés à l’affilage. Ainsi notre modèle réf US-7 répond à vos besoins et vous donne un résultat optimum, avec une utilisation simple et précise en matière d’affilage des couteaux.


 6 rue Jeannin 71400 AUTUN - FRANCE
6 rue Jeannin 71400 AUTUN - FRANCE