Qu’est-ce que l’affûtage couteaux ?
Pour faire simple, affûter, c’est l’art et la manière de rendre une lame coupante, de lui restaurer sa capacité de coupe. Pour cela, on retravaille le ou les taillants pour reconstituer un nouveau fil.
Quelles sont les conditions nécessaires pour obtenir un bon affûtage couteaux ?
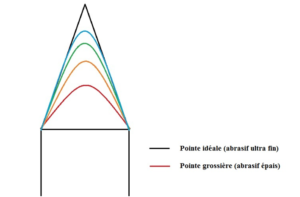
Que l’on utilise des pierres, des meules, des bandes pour affûter, il faut un abrasif. Plus l’abrasif est fin, plus la lame aura un rayon de courbure étroit et plus la lame aura un pouvoir de coupe important. L’idée est de réduire le rayon de courbure du fil pour qu’il tende vers une pointe idéale.
De plus, il faut une masse d’acier suffisante en arrière du fil pour le maintenir et éviter trop de déviations horizontales et verticales. Un fil stable permettra à une lame de couper bien plus longtemps. Le choix de l’angle est fondamental pour avoir ce résultat. Plus l’angle est faible, et moins le fil sera stable. A l’inverse, plus l’angle est important, plus le fil sera stable. Pour les couteaux professionnels, il convient d’utiliser des angles compris en 15° et 20° par face. Un angle de 17° par face est dit universel.
Le choix des aciers entre dans la résistance du fil bien évidemment. Un acier trop doux se déformera davantage et inversement.
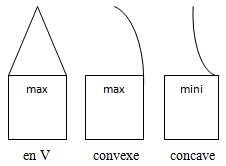
Un évidage trop important diminuera la résistance du fil. Il en est ainsi d’un évidage « plus que proportionnel » réalisé sur une forme concave entre deux meules. La forme d’un taillant concave améliore la capacité de pénétration d’une lame (sur banc test) mais présente l’inconvénient de supprimer une partie de la résistance du fil. De plus l’évidage remonte très haut sur les côtés de la lame entre 4 et 7 mm et est très granuleux. Un évidage « proportionnel » permet d’avoir un taillant fin mais plus résistant. Les couteaux qui ne sont jamais évidés sont à proscrire. Le taux de pénétration n’est pas bon et le pouvoir de coupe n’est pas bon. L’idée générale consiste à garder la lame fine comme à son état neuf.
Contrôle épaisseur par jauge

Profils de taillant
La mise en place d’un taillant est conditionnée par l’angle compris entre le couteau et l’abrasif utilisé pour l’affûtage. Affûter un couteau à main levée donne souvent des couteaux déséquilibrés. La maitrise des angles sur les 2 faces d’un couteau pour obtenir une symétrie n’est pas chose aisée, surtout sans formation de bon niveau. Les affûteuses ayants des repères ou des cales fixes donnent des résultats supérieurs aux autres systèmes et pallient le manque de bonnes pratiques.
Le polissage d’une lame est très important pour garantir un bon taux de pénétration d’une lame dans une matière. C’est la dernière étape de l’affûtage. En fait l’émorfilage et le polissage sont réalisés ensemble quand on utilise du matériel adéquat. Souvent l’émorfilage fait sur du feutre est très moyen en terme de résultat. Sur le marché la plus part des affûteuses n’ont pas de système de polissage.
Réduire les TMS des membres supérieurs c’est prendre en compte ces paramètres.
Les bonnes pratiques :
La maitrise du geste concernant l’affûtage vient compléter les choix qui auront été faits ci-dessus.
Il est possible d’affûter sur toutes sortes de systèmes. Le tout est d’appliquer la bonne technique qui correspondra à l’outil en question.
Les règles sont toujours les mêmes : contrôle de l’évidage sur gabarit (la lame a-t-elle la bonne épaisseur) mise en place des taillants selon l’angle choisi, émorfilage, polissage, réaligner le fil.
Ainsi nous avons à disposition des systèmes, du plus rudimentaire, au plus sophistiqué.
La pierre biface, les ailettes, la bande humide ou sèche, meule à eau traditionnelle, système semi automatique…
Une ailette est constituée de bandes abrasives qui sont montées sur un mandrin et formant un cercle (360°) le tout monté sur un moteur tournant à plus de 2500t/mn.
Si vous positionnez votre couteau n’importe où sur votre ailette vous ne maîtrisez aucun angle. Ceci est toujours le cas quand on travaille sur un objet circulaire de 360°. La rigueur requiert de travailler au sommet, sur la tangente. Là vous maîtrisez votre gestuelle, et vous pouvez évider à plat et monter vos angles correctement… Chaque système requiert une technique qui lui est propre…
Le meilleur matériel est celui qui permet de réaliser un affûtage, simplement, efficacement, mais avec les bonnes pratiques.
Dans le commerce il existe de nombreuses affûteuses, mais très peu d’entre elles permettent d’avoir un résultat satisfaisant et pérenne. D’ailleurs ce paradoxe est étrange, nous vivons dans une société basée sur la technologie et nous utilisons du matériel souvent inadapté, dépassé pour faire l’affûtage de nos couteaux…
Vous pouvez nous contacter pour obtenir un programme de formation et un devis.
L.M.PROCESS participe activement à la recherche de solutions techniques pour résoudre ces problèmes et pour lutter contre les TMS des membres supérieurs.
L.M.PROCESS travaille activement au bien être des salariés dans les entreprises de l’agroalimentaire.


 6 rue Jeannin 71400 AUTUN - FRANCE
6 rue Jeannin 71400 AUTUN - FRANCE